|
| 起源の場所: | 中国 |
| 証明: | ISO,CE |
| 最小注文数量: | 1セット |
|---|---|
| 価格: | negotiable |
| パッケージの詳細: | 木の場合の標準的な輸出パッケージ |
| 受渡し時間: | 5-7仕事日 |
| 支払条件: | T/T、ウェスタン・ユニオン、MoneyGram |
| 供給の能力: | 200-500セット/月 |
| 名前: | 300W YAGレーザーの印機械 | レーザー力: | 300W (任意400Wおよび500W) |
|---|---|---|---|
| レーザーの波長: | 1064nm | 冷却方法: | 水冷 |
| 回転式装置: | はい、テーブルは回転式装置を加えることができます | 円形の溶接: | はい |
| レーザーのタイプ: | YAGレーザー | 溶接材料: | すべての金属 |
| XおよびYのテーブルの打撃の範囲: | 300*200mm (カスタマイズすることができます) | 溶接方法: | 自動X、Y、Zおよび回転式装置 |
| 制御方式: | ソフトウェア制御X-Y Zおよび回転式装置 | 溶接の据え付け品サポート: | はい、私達は据え付け品を設計してもいいです |
| ハイライト: | ステンレス鋼YAGのレーザ溶接機械,1064nm自動レーザ溶接機械,300W YAGレーザーの印機械 |
||
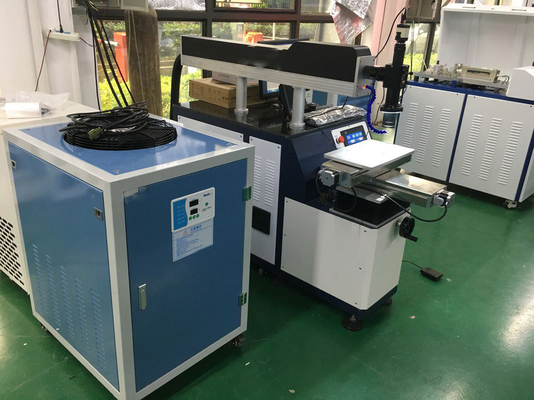
最高速度のステンレス鋼YAGのレーザ溶接機械
利点:
1) 最高速度、高い深さおよびほとんど変形無し。
2) 溶接し、溶接装置のための部屋か特別条項。例えば、磁界による簡単なレーザー。ビームは相殺されない;環境の真空、空気およびガスのレーザーははんだ付けすることをことができ、溶接にガラスを適用しかまたは透明な材料を発する渡した;
3) チタニウム、水晶等のような困難な溶解材料を、溶接できる。良質の異性材料を溶接できる。
4) レーザーの焦点の後の高い発電密度。高い発電の工作物の溶接、深さの比率が5:1場合もあるとき、である10:1まであることができるtiptop
5) minisize溶接をのために使用することができる。レーザ光線は大量生産でライトに集中し、正確な位置を使用することができる自動化した小さい部分を作る。溶接のグループ;
6) 溶接された得難い区域、非常に長距離の溶接であるため、柔軟性の接触。
機械は部品の細部を含んでいた
この装置はレーザー ソース(金張りの部屋)、レーザーの電源、冷却装置、レーザーの位置方式、焦点システム、二軸連結システム、産業PCの制御システム、CCDのモニターからシステム、等成っていた。
機械の主要な技術標準
1) レーザーの電源
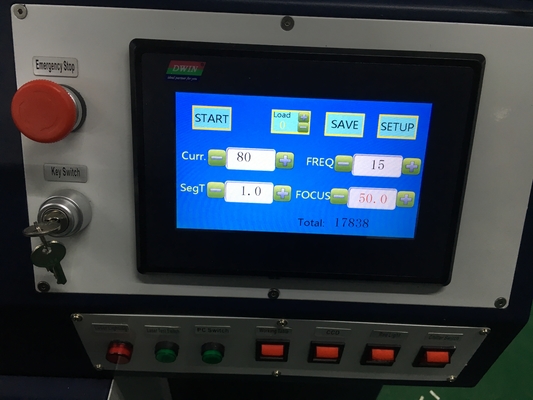
制御回路によってか回路、保護回路誘発された、主要な回路のレーザー力はか回路流れとおよび交通防御装置、流れ、幅および頻度移る。力はまたのための出力波形を、セットアップする必要性に波動関数を基づいていることができる異なったろう付け材料作った。現在の業務のパネルの力および幅および頻度、その機能の仕事。次の通りその特定の表示器:
入力パワーの供給:380v±5%三相/50Hz/40A
電源の評価:15KW
現在の0-500Aを働かせる脈拍
電源の不安定の限界:≤ ±5%
2) レーザー ソース:
レーザー ソースはイギリス(高性能、よい熱-からの長い寿命の磁器キャビティを採用する安定性は、写真の電気の腐食性、高い転換に抵抗する。よいビーム モードは働き続けるために、)、二重Xeランプおよび単一レーザー キャビティ達成できる。
3) 冷却装置
レーザー ソースは純粋な水と蒸溜する水をのあるべきである。
警察および保護機能のための水温の冷却装置。
涼しい方法で循環:
温度調整の規模:20-25°C
一定温度:±10c
冷水の流れ:20-35L/min
失敗の保護:保護するために流れる鎖およびより暖かい保護のレーザー力
冷却力:5P
水保護の使用のため:>3月
4) レーザーの位置方式:
標準および仕事の光学系のために指示として半導体のレーザー光線を位置を示すために使用する。
5) 光学および焦点システム:
採用しなさい焦点F=100mm (任意f=80/120/150mm)を溶接する単一レーザーの出力を
白斑のサイズ:0.2-1.5mm、マッチillumeシステムおよび同じ軸線のガスの防御装置。
6) CCDのモニター システム:
大きい倍数として同じ軸線のモニター システムを、(マッチ9.2"白黒LCD)、20回採用しなさい。
産業適用:車のための移動体通信の企業のため、芸術および技術および宝石および電子部品、センサーの出現、精密機械類、ハードウェア、予備品、等。
適用材料:ステンレス鋼、明白な炭素鋼、合金鋼:溶接およびステンレス製の低炭素鋼鉄、鋼鉄-310 316ステンレス鋼、合金鋼および347ニッケル間でのニッケル、チタニウム、ニッケル、錫、銅、アルミニウム、ニオブ、金、金属の銀の異なったレベル鋼鉄溶接およびステンレス鋼または溶接のための同じ金属を合金にするため。銅およびニッケル、チタニウム、銅およびニッケル、チタニウム、チタニウム、モリブデン、黄銅、銅および低炭素鋼鉄、銅、溶接のための金属。
適用場合:レーザ溶接機械は携帯電話電池の金属の貝、溶接、ガラス フレームの溶接、溶接の、家具および真空、コップ、ボール、ドア-ハンドルおよび点火プラグ、フィルター、グリース、熱する管、等溶接し、ケイ素の鋼鉄溶接し、そしてステンレス鋼 キーボードで広く利用されている。
| モデル | ST-TW300 /ST-TW400 /ST-TW500 /ST-TW600 (任意) |
| 波長 | 1064nm |
| ポンプ源 | 二重Xeランプ |
| Max.power | 300W (任意400w 500w 600w) |
| 最高。単一のパルス エネルギー | 60J |
| 脈拍幅 | 0.1~20.0ms |
| Sequencyの頻度 | 0~200Hz |
| 溶接の点サイズ | 0.2~1.5mm |
| 溶接の深さ | 0.1~3.0mm |
| 順序の溶接 | 15mm/s |
| システムを観察しなさい | CCDのモニター |
| 位置 | 赤灯の徴候 |
| 冷却装置 | 水冷 |
| 冷却力 | 3P |
| 成形のサイズ | 1800mm*1000mm*2000mm |
| 電気の条件 | 三相15kW |
| 電源の条件 | 380V±10%、50Hz、40A |
労働環境の条件:
1) 室温で使用される
2) 電源の電気の条件:三相380V;50Hz.
3) 電源ネットワーク:± 5%の内部ネットワークと一直線の変動。5%自動、定流を用いるより多くの広さ、および。
4) 取付けの近くで強い電磁妨害雑音はあるべきではない。取付けは進水の中継局を避ける。
5) その基礎振動広さよりより少なく:50umは、より少なくより0。05gそのような多数の工作機械装置を近く押すために避けるべき3.よりより少なくある。
6) 煙の塵がないことを保障する装置の空き容量は、深刻な仕事の環境のための研摩の塵の金属避け。
7) 環境のいくつかは静的盾、等の床および増強を防ぐことべきである。
8) 使用するように水質の要求を、水を蒸溜するのに冷却する水の仕事は高い金属イオンか他の天然水のためにまたは水道水および天然水を使用しないかもしれない。
参照のためのこの機械レーザ溶接のサンプル:
![]()
![]()
| サイトマップ